2011 年,笔者首次在北京机床展上目睹奥林巴斯展示的工业相控阵超声检测设备,当时初涉无损检测行业的我,为其成像功能所震撼。然而,当我了解到其昂贵的价格,并发现相控阵仪器在焊接检测中无法做到像在试块上那样获取清晰的缺陷图像时,我认为相控阵检测或许只是一个概念,甚至是一个噱头,至少在民用领域如此。
当时,A型数字超声波探伤设备尚未全面普及,智能手机仍备受质疑,电动汽车还被视为富人的玩具。时至今日,13 年过去,工业相控阵检测早已不再是一个概念,随着硬件和软件的不断发展,以及行业对检测要求的日益提升,工业相控阵检测的应用将越来越广泛。
我们将推出工业相控阵超声检测专题系列,助力大家深入了解这一领域,敬请关注!
相控阵超声检测发展简史及现状History and Current Status of Phased Array Ultrasonic Testing
相控阵超声技术是借鉴相控阵雷达技术的原理而发展起来的,相控阵雷达天线是由许多辐射单元排成阵列组成,通过控制阵列天线中各个单元上电流的幅度和相位,得到所需要的方向图和波束指向,或者在一定的空间范围内合成灵活快速的聚焦扫描的雷达波束。

相控阵超声技术初期主要应用于医学领域,有关研究从上世纪50年代末60年代初开始,至80年代中期,医学领域相控阵技术进入实用阶段,主要是对人体组织进行成像(俗称B超),另外,还可配套大功率超声仪器,利用其可控聚焦特性使人体内目标组织局部升温热疗,并减少非目标组织的功率吸收。时至今日,医学相控阵超声技术在研发和应用上仍然领先于工业相控阵技术。医学相控阵历史上有过多次重大改进,包括使用软件程序进行探头优化设计、波速预测计算、精确的波束位置计算、超高分辨率成像,以及用脉冲多普勒法进行流体流动速度评估等。


工业领域的超声技术应用比医学领域复杂得多,主要有以下原因:
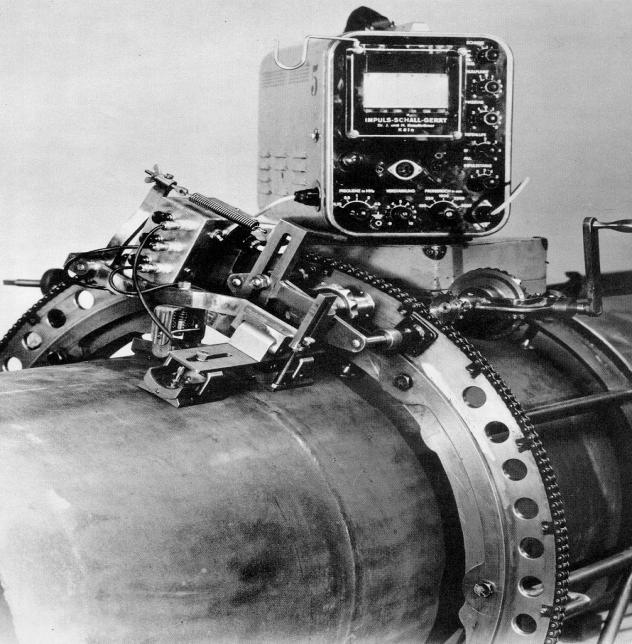
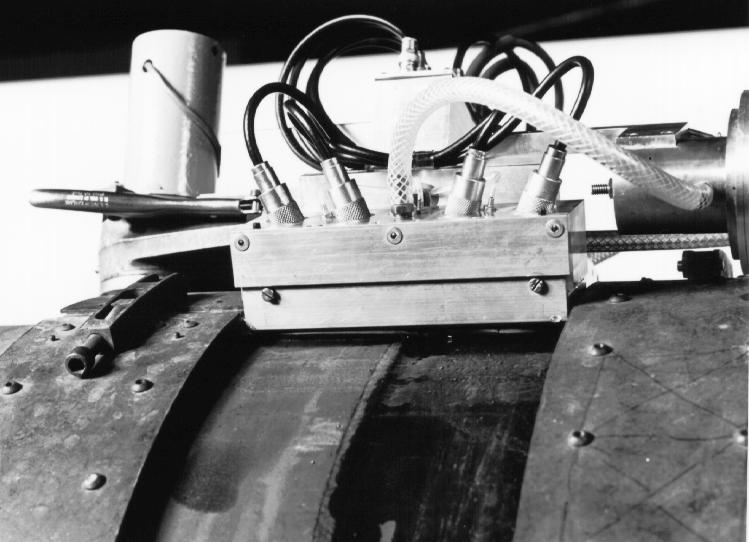
90年代后期,随着微电子技术、计算机等高新技术的飞速发展,促成了集相控阵信号产生、数据处理、显示和分析等功能于一台体积不大的电池驱动型便携式相控阵仪器上实现,同时工业相控阵探头设计和制造技术进一步完善,在欧美等国家,相控阵超声逐步开始应用于石油天然气长输管线焊缝检测、海洋平台结构环焊缝检测及核电站检测等领域。2000年以后,工业相控阵技术应用的检测对象和应用领域越来越多。
国内在相控阵超声检测理论、相关技术及应用方面的研究相对滞后,始于2000年初,但近年来发展很快。
2001年,西气东输天然气管道建设过程中引进国外全自动超声检测(AUT)设备进行了多通道分区检测,严格意义上属于采用相控阵设备进行多通道分区的A+B型脉冲反射法超声检测和TOFD检测,中石油同时配套制订了SY/T0327-2003《石油天然气钢质管道对接环焊缝全自动超声波检测》标准,后于2009年制订了适用于在役管道的检测标准SY/T6755-2009《在役油气管道对接接头相控阵超声及多探头检测》。2002年,安徽理工大学研究了检测管道焊缝的相控阵超声仪器。2003年,清华大学设计实现了16通道相控阵超声检测实验系统,研究了数字波形相位延时的原理和实现方法,达到了较高的发射延时分辨率。2005年,大连理工大学研究了相控阵超声精确延时控制技术.完成了通道控制方案的设计。应用研究方面,2007年,中国特种设备检测研究院在新疆独山子石化1000万吨/年炼油及120万吨/年乙烯改扩建工程开展了将相控阵超声应用于承压设备焊接接头;2009年,西南交通大学开展了将相控阵超声技术应用于车轮轮辋探伤;2010年,北京航空材料研究所开展了将相控阵超声技术应用于航空复合材料制品。相控阵检测应用标准方面,航天一院制订了QJ20045-2011《铝合金搅拌摩擦焊相控阵超声检测方法》,2013年中国特检院制订了Q/CSEI01-《钢制承压设备焊接接头相控阵超声检测》;2017年安徽电建一公司制订了DL/T1718-2017《火力发电厂焊接接头相控阵超声检测技术规程》;2021年NB/T47013.15《承压设备无损检测相控阵超声检测》发布。在工业相控阵超声检测仪器研制方面,国外起步较早:1992年美国通用电气公司(GE)研制出数字式相控阵超声实时成像系统,实现完全可编程的数字式声束形成;1994年,英国科学家Hatfield研制了可手持式操作的高集成度相控阵超声系统;1998年,法国原子能委员会(CEA)研制了自适应聚焦超声成像系统(FAUST系统),实现了更灵活、适应性更强的检测;2000年,柔性相控阵探头于法国研制成功,可用于不规则表面零件的检测;2001年,加拿大R/DTECH公司研制出相控阵超声管道检测系统;2005年,GE与德国联邦材料试验研究所(BAM)、德国铁路(DB)联合研发用于检测火车轮轴关键部位横向裂纹的相控阵超声系统。目前,国外具有成熟的商业化小型便携式相控阵超声检测仪产品的公司有Olympus、ISONIC、GE、ZETEC、M2M、SONATEST等公司。



国内仪器研制方面起步较晚,系统开展工业相控阵检测仪器的研制始于21世纪初:
2010年前后,汕头超声研究所和广州多浦乐公司先后推出第一代商业化小型便携式相控阵超声检测仪产品,2008年至2009年,多浦乐公司和汕头超声研究所先后设计制造出实用化的相控阵探头,目前国内具有成熟的商业化小型便携式相控阵超声检测仪产品的公司还有汕头超声电子、武汉中科、深圳神视和南通友联,国内相控阵产品正在迎头赶上,小型便携机的技术水平已经接近国际先进水平甚至部分性能指标已经超出国外同类产品。