A型脉冲反射法超声波检测常被称为A超、常规超声、传统超声检测(下文称“A超”),是指超声波探头发射脉冲波到工件内,在遇到缺欠时部分声波被反射,反射波以波形的型式(即A型)进行显示的无损检测方法。
“A超”因其设备简单、操作方便灵活、适用范围广泛,仍是目前应用最广泛、工艺最成熟的超声波检测方法,但是“A超”局限性也非常明显,其中较为突出的应该是:
因此造成了在一些领域中,人们不信任“A超”的检测结果,甚至拒绝使用“A超”检测技术。
为了解决“A超”的这些局限性,相控阵超声检测(PAUT)和衍射时差法超声波检测(TOFD),在一些行业领域得到了迅速推广与应用。PAUT和TOFD均可以采用机械扫查装置实现检测结果的图像显示(即超声成像技术,UIT, ultrasonic imaging technology),但这两种超声检测方法,无论在检测系统、检测工艺,还是对检测人员的要求方面,都与“A超”存在显著差异。
那么,有没有一种超声检测方法,既能实现超声成像,又可以不改变“A超”的基本检测方法或仅做微小调整呢?今天,我们就为大家介绍一种基于“A超”的超声成像技术——脉冲反射法超声成像检测。
下面我们将从检测人员、检测系统、检测工艺三方面对该检测技术做一个简要的介绍。
检测人员
检测人员应已经掌握“A超”技能,并经过专项训练。
超声检测仪器
超声检测仪器除满足“A超”检测仪的性能要求外,还应符合以下要求:
a)具有A、B、C型显示功能,
b)带有扫查位置传感器触发记录波形和图像记录功能,
C)带有软件分析功能。
带编码器的扫查装置
采用机械装置或手动移动探头,且带有确定的位置记录功能的扫查装置。
探头、试块
与“A超”所用的探头、试块基本一致。
可以看出,实现脉冲反射法超声成像检测,对于检测人员只需要经过一定的专项培训,不需要另外进行系统学习和认证;对检测至关重要的探头和试块与“A超”一致,不需要另外增加或订制。与“A超”区别较大的是需要增加带编码器的扫查装置,同时仪器要具备编码器触发记录功能,并带有配套的离线分析软件。
检测工艺
检测之前的时基线和灵敏度的校准与“A超”基本一致,下面我们来看看,这套检测系统是如何实现成像的,我们以结构较为简单,检测活动中较常见的平板对接焊接接头为例。
扫查方式:
相比“A超”的锯齿状扫查,这里采用纵向垂直扫查,如下图探头沿预定扫查线移动,同时仪器同步记录扫查波形,由于采用了带编码器的扫查装置,波形与工件位置可以严格对应。
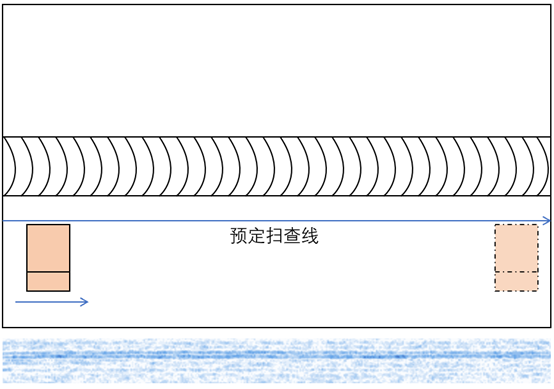

从剖面图可以看出,仅仅沿一条预定扫查,声束不能覆盖整个焊缝区域,所以还需要增加扫查次数,以实现焊缝区域的全覆盖,如下图。

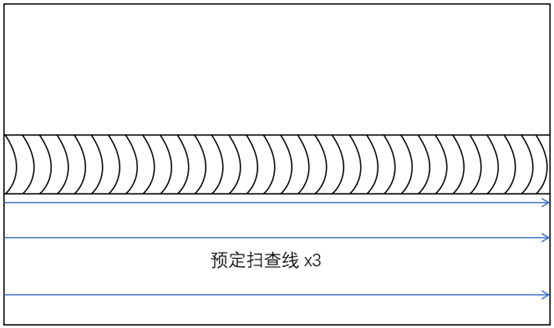
这样经过多次纵向扫查,便能够得到覆盖整个焊缝区域的波形图,再经软件处理可形成如下图所示的显示形式,从而实现超声成像。

从图中可以看出,有两个非常明显的缺陷显示,缺陷的指示长度和位置也可以在软件中测量出来,同时该图像可以作为原始记录长期保存。
脉冲反射法超声成像的局限性
检测效率较慢
要保证焊缝区域全覆盖,一般单侧需要经过3次以上的纵向扫查,B级检测技术等级,一般要求单面双侧,则需要6次以上的纵向扫查;
缺陷定位、定量误差较大
由于脉冲反射法超声成像用的是-6dB或-12dB的声束,我们知道只有声束轴线垂直入射到缺陷时反射波最高,定位最准确,所以这种方法无法实现“A超”的基于最高波的定位、定量方法。
以上即为脉冲反射法超声成像的检测过程。受篇幅所限,本文仅作概要性介绍,相关技术细节、应用案例及实操要点不再逐一展开。如有进一步了解需求,欢迎与我们联系,获取更详尽的技术资料与方案。